
Transforming Food Packaging Operations in Mexico with Red Rubber Vulcanized Synchronous Belts
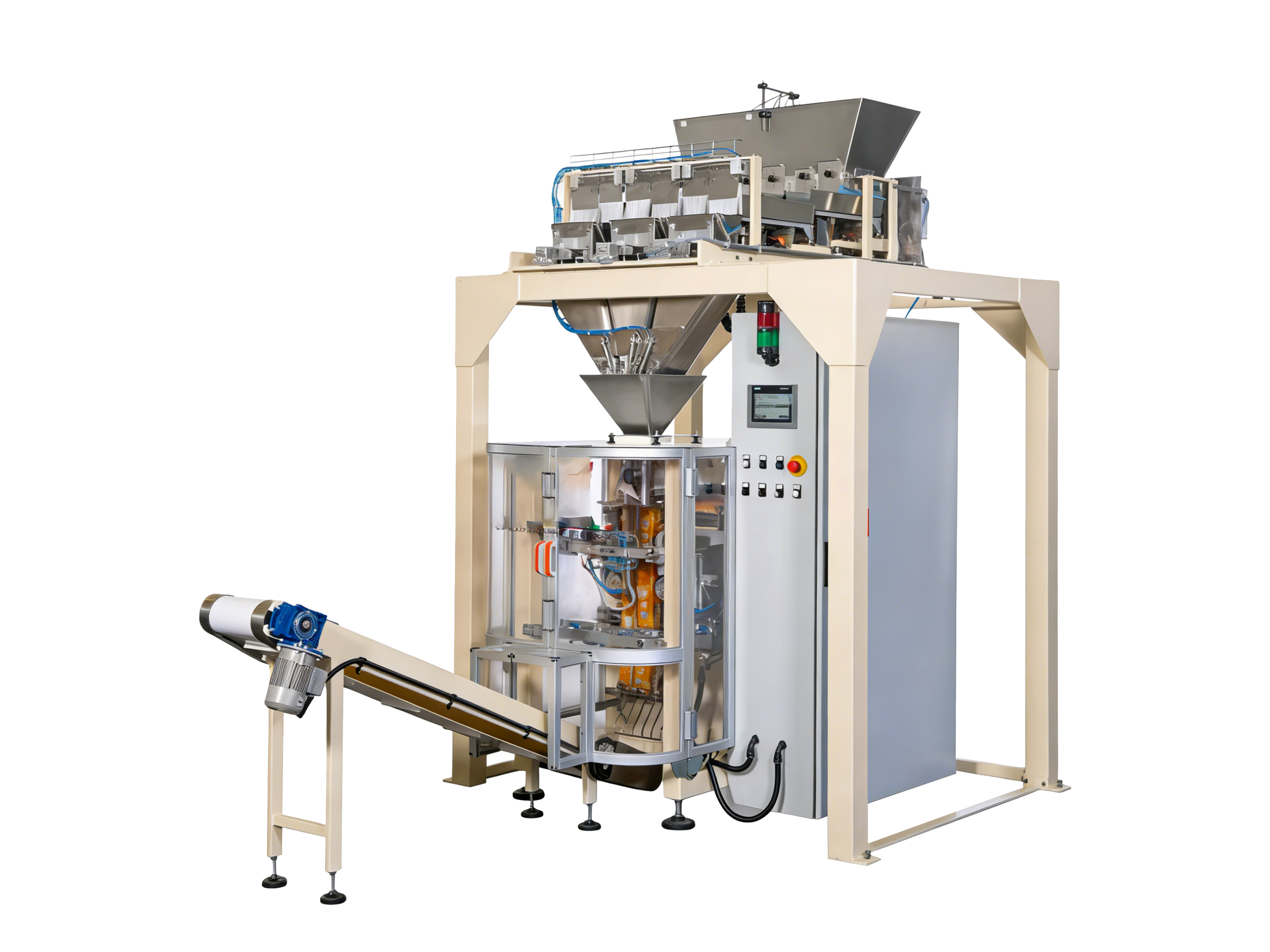
Mexico's food manufacturing sector has experienced remarkable growth over the past decade, driven by expanding domestic demand, increasing exports to the United States and Canada, and strategic investments from global food brands. But with growth comes operational pressure — and for one Monterrey-based food packaging company, the strain on conveyor belt systems became a critical bottleneck. This case study details how Goodly Belts' red rubber vulcanized synchronous belts delivered a 35% improvement in belt longevity while enhancing food-grade hygiene compliance. Headquartered in Monterrey, Nuevo León, our client is a mid-to-large-scale food processing and packaging company serving the Mexican domestic market and exporting to the southern United States. The facility processes and packages over 80 tons of food products daily — including tortillas, snack foods, and ready-to-eat meals — across four packaging lines equipped with vertical form-fill-seal (VFFS) machines, horizontal flow wrappers, and automated sorting conveyors. The plant operates 20 hours per day, six days a week, with synchronized belt-driven systems controlling film feed, product transport, sealing pressure, and sorting accuracy. Over 60 rubber synchronous belts are in continuous service, with the most critical applications on the VFFS film-pulling stations where belt slippage directly affects package seal integrity and fill weight accuracy. In early 2024, the plant's maintenance manager identified a pattern of accelerating belt wear across the packaging lines. The most critical issues included: The combination of these issues was costing the plant approximately 18 hours of unplanned downtime per month, with associated product waste and rework costs exceeding $85,000 quarterly. The challenges faced by our Monterrey client are not isolated. Mexico's food processing industry has become one of the largest in Latin America, with the sector growing at an annual rate of 4.5%. Several macro trends are intensifying the operational demands on packaging equipment: Mexican food exports to the US reached $43 billion in 2024, driving domestic producers to increase output and extend operating hours — placing greater stress on belt-driven packaging equipment. Alignment with FDA and USDA export requirements has raised the bar for equipment hygiene. Belts that shed particles or degrade under washdown conditions are no longer acceptable in food-grade environments. As production schedules tighten, the window available for preventive belt maintenance has shrunk from 8 hours to 4 hours per week — making belt longevity and reliability more critical than ever. The plant had been using chloroprene rubber timing belts from a domestic Mexican distributor. While initially cost-effective, these belts exhibited several failure modes that made them unsuitable for the plant's demanding food-grade environment: The chloroprene rubber compound used in conventional belts has a practical temperature ceiling of approximately 90°C. At the sealing station, where ambient temperatures regularly reach 100°C, the rubber underwent accelerated thermal aging — losing elasticity, developing surface cracks, and shedding particles within 8 weeks of installation. Additionally, the standard belt construction used a surface-coating method rather than vulcanization. This meant the rubber layer was bonded to the belt core through adhesive rather than chemical cross-linking. When exposed to moisture from washdown procedures, the adhesive bond weakened, leading to delamination — where the rubber coating peeled away from the belt body, creating both operational and food safety hazards. Beyond the obvious maintenance expense, belt degradation in food packaging operations creates cascading costs: product waste from seal defects, additional labor for cleanup of shed particles, extended changeover times, and the risk of failed food safety audits. For this Monterrey plant, these hidden costs added an estimated $40,000 per quarter to the direct belt replacement expense. After a recommendation from a sister facility in Guadalajara, the Monterrey plant's engineering team contacted Goodly Belts to evaluate their red rubber vulcanized synchronous belts as a potential solution. The evaluation process revealed three critical advantages: Seamless vulcanized construction eliminated the delamination risk entirely. Because the rubber coating is chemically cross-linked to the belt core through vulcanization — not applied as a surface layer with adhesive — there is no interface for moisture to penetrate and no coating to peel away. This structural integrity is maintained throughout the belt's entire service life, even under repeated washdown cycles. The red rubber compound's thermal stability was verified through accelerated aging testing at 120°C, simulating over 2,000 hours of high-temperature exposure. The vulcanized rubber showed less than 5% change in hardness and elongation — compared to the 25%+ degradation observed in the previous chloroprene belts under the same conditions. Food-grade compliance was confirmed through SGS certification, verifying that the red rubber compound meets FDA 21 CFR 177.2600 standards for rubber articles intended for repeated food contact. This certification was critical for the plant's export-oriented production lines. The red rubber vulcanized synchronous belt represents a fundamentally different approach to belt construction compared to conventional surface-coated timing belts. Understanding the engineering behind this difference helps explain why the performance improvements were so significant: The Monterrey plant's production schedule allowed only a 4-hour weekly maintenance window, making a phased rollout essential. Goodly Belts' engineering team worked closely with the plant's maintenance staff to develop an installation plan: Goodly's engineers collected detailed specifications for each belt position — including pitch type, tooth profile, belt width, length, and operating environment data. Custom belts were manufactured to match the plant's existing pulley specifications exactly, ensuring drop-in compatibility without hardware modifications. The first two belts were installed on the most failure-prone VFFS film-pulling station during a Saturday maintenance window. The installation took 22 minutes per belt, including tensioning and alignment verification. The line resumed production on schedule. After 8 weeks of continuous operation with zero failures on the pilot line, the plant ordered the remaining 22 critical-position belts. Rollout was completed across three maintenance windows, with all installations finished within one month. Six months after completing the full rollout, the plant compiled a comprehensive performance comparison between the previous chloroprene belts and Goodly Belts' red rubber vulcanized synchronous belts: The most significant outcome was the elimination of food safety audit findings related to belt particle contamination. The vulcanized construction proved completely resistant to delamination, and the rubber surface showed no signs of cracking or particle shedding even after 14 weeks of continuous operation in high-temperature and washdown conditions. "Goodly Belts has been a game-changer for our packaging operations. The red rubber vulcanized belts have outlasted every belt we've used before, and the fact that we've had zero food safety findings related to belt degradation in six months speaks for itself. The engineering support was outstanding — they understood our food-grade requirements and delivered a solution that fit our existing equipment perfectly. We're now planning to standardize all four packaging lines with Goodly Belts products." For food processing and packaging operations across Mexico and North America, Goodly Belts delivers vulcanized rubber synchronous belt solutions that combine superior durability with food-grade compliance. Our engineering team provides rapid specification support, custom manufacturing, and global technical service. Contact us today to discuss your application, or browse our industrial belt catalog for more solutions.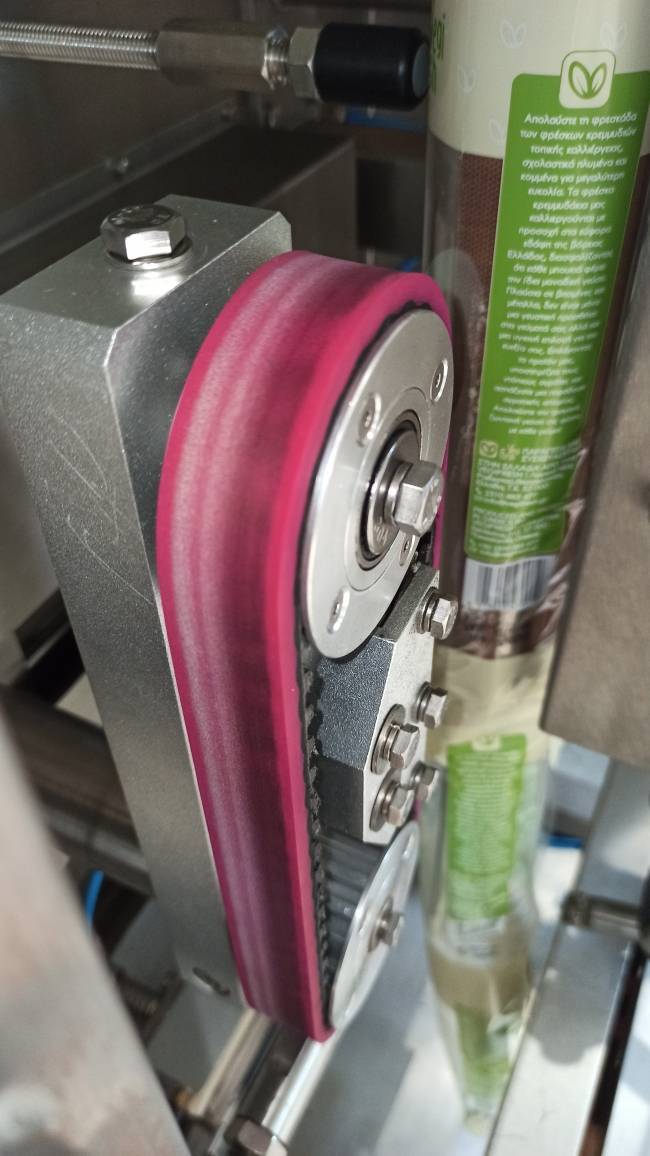
Customer Profile: A Leading Food Processing Company in Monterrey, Mexico
Facility Overview
The Problem: Rubber Conveyor Belt Degradation in Food-Grade Production
Mexico's Growing Food Manufacturing and Packaging Sector
Rising Production Volumes
Stricter Food Safety Standards
Reduced Maintenance Windows
Why Conventional Synchronous Belts Failed Under High-Temperature Food Processing Conditions
The Hidden Cost of Belt Degradation
The Solution: Goodly Belts' Red Rubber Vulcanized Synchronous Belt for Food Applications
Engineering Excellence: How Vulcanized Rubber Coating Enhances Belt Performance
Installation Process: Upgrading Conveyor Systems with Minimal Disruption
Remote Specification and Custom Manufacturing
Pilot Installation on Critical VFFS Line
Eight-Week Validation and Full Rollout
Results: 35% Longer Belt Life with Red Rubber Vulcanized Belts
Performance Metric
Previous Belts
Goodly Vulcanized Belts
Improvement
Average belt service life
8-10 weeks
12-14 weeks
+35%
Monthly unplanned downtime
18 hours
7 hours
-61%
Product waste from seal defects
2.5%
0.8%
-68%
Quarterly belt replacement cost
$12,800
$8,200
-36%
Food safety audit findings
2 findings (particle contamination)
0 findings
Eliminated
Additional cleaning for belt debris
3 hours/week
0 hours/week
Eliminated
Why Mexican Manufacturers Choose Goodly Belts as Their Industrial Belt Supplier
Key Takeaways

